反應釜這些密封問題不解決會出大問題
反應釜是綜合反應容器,反應過程中產生的壓力對容器的密封要求極高。

機械密封的密封效果將直接影響反應釜的運行,嚴重的將造成停產、安全事故及環境污染等不可估量的損失。
今天帶大家看看化工反應釜的機械密封常見故障有哪些,遇到這些故障該怎么處理。
反應釜的密封裝置
反應釜的密封包括靜密封與動密封兩大類。
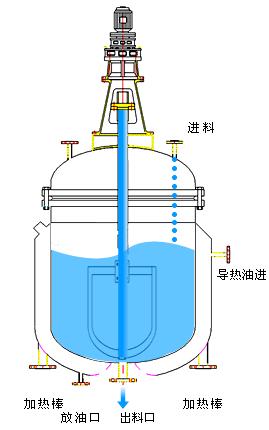
對于反應釜來說,通常在封頭法蘭與筒體的法蘭、接管法蘭、人孔、手孔、溫度計接管、視鏡、壓力表接管等部位泄漏點采用靜密封,因為密封面是相對靜止的。靜密封比較好解決,一般采用各種形式的靜密封墊片。
攪拌軸與釜體之間間隙處的泄漏點,由于旋轉的攪拌軸與靜止的釜體(上封頭)存在相對運動,要防止介質的泄漏必須采用動密封裝置:機械密封與填料密封。
填料密封:結構簡單、填料裝拆方便,但由于填料密封存在一些致命的弱點,導致它使用壽命較短,在高參數工況條件下(高溫、高壓、高轉速、高真空等條件)不適用。
機械密封:機械密封在反應釜上較為廣泛采用,可以針對反應釜的具體工況,對釜用機械密封進行專門的結構設計、材料選擇、潤滑冷卻措施考慮,以滿足工藝要求。
與軟填料密封相比較,機械密封有如下特點:
密封在長周期的運行中密封狀態很可靠,泄漏率很小,其泄漏量一般僅為軟填料密封的1/100;
在油、水類介質中的使用壽命長一般可達1~2年或更長時間,即使是在在化工介質中通常也能達半年以上;
機械密封摩擦功率消耗小,其摩擦功率僅為軟填料密封的10%~50%。
反應釜機械密封的結構
機械密封由靜環、動環、彈性元件、彈簧座、緊定螺釘、旋轉環輔助密封圈和靜止環輔助密封圈等元件組成,防轉銷固定在壓蓋上以防止靜止環轉動。動環和靜環還可根據它們是否具有軸向補償能力而稱為補償環或非補償環。
動環和軸一起旋轉,動環和靜環緊密貼合組成密封面,以防止介質泄漏。動環依靠密封室中液體的壓力使其端面壓緊在靜環端面上,并在兩環端面上產生適當的比壓和保持一層極薄的液體膜而達到密封的目的。
壓緊元件產生壓力,即使反應釜在不工作狀態下,端面也保持貼合,保證密封介質不外漏,并防止雜質進入密封端面。密封元件起密封動環與軸的間隙、靜環與壓蓋的間隙的作用,同時彈性元件對反應釜的振動、沖擊起緩沖作用。
反應釜機械密封故障及處理
機械密封零件的故障及處理
故障原因及現象
反應釜在運行當中,密封端面經常會出現磨損、熱裂、變形、破損等情況,螺桿、螺紋、彈簧用久了也會松弛、斷裂和腐蝕。輔助密封圈也會出現裂口、扭曲和變形、破裂等情況。
故障處理方法
機械密封的零件如果出現故障,就需要更換零件或是提高零件的機械加工精度,提高機械密封本身的加工精度和反應釜其他部件的加工精度對機械密封的效果非常有利。
為了提高密封效果,對動環、靜環的摩擦面的光潔度和平整度要求較高。動環、靜環的摩擦面的寬度不大,一般在2~7毫米之間。
機械密封振動、發熱故障原因及處理
故障原因及現象
反應釜運轉過程中,受到機械磨損和化學侵蝕作用,會使動靜環貼合端面粗糙,動靜環與密封腔的間隙太小,由于振擺引起碰撞從而引起振動。
有時由于密封端面(耐腐蝕和)耐溫性能不良,或是冷卻不足或端面在安裝時夾有顆粒雜質,也會引起機械密封的振動和發熱。
故障處理方法
如果動環、靜環與密封腔的間隙太小,就要增大密封腔內徑或減小轉動外徑,至少保證0.75mm的間隙。
如果是摩擦副配對不當,就要更改動環、靜環材料,使其耐溫,耐腐蝕。這樣就會減少機械密封的振動和發熱。
機械密封泄漏的原因及處理
機械密封靜壓試驗時的泄漏原因
機械密封由于在安裝時不注意,往往會將密封端面碰傷、變形、損壞,清理不凈、夾有顆粒狀雜質,或是由于定位螺釘松動、壓蓋沒有壓緊,機器、設備精度不夠,使密封面沒有完全貼合,都會造成介質泄漏。如果是軸套漏,則是軸套密封圈裝配時未被壓緊或壓縮量不夠或損壞。
機械密封周期性或陣發性泄漏原因
機械密封的轉子組件周期性振動、軸向竄動量較大,都會造成泄漏。機械密封的密封面要有一定的比壓,這樣才能起到密封作用,這就要求機械密封的彈簧要有一定的壓縮量,給密封端面一個推力,反應釜旋轉起來使密封面產生密封所要求的比壓。
為了保證這一個比壓,機械密封要求軸不能有太大的竄量,一般要保證在0.25mm以內。但在實際運用中,由于設計的不合理、制造誤差、裝配誤差等原因,往往導致軸產生很大的竄量,出現周期性或陣發性泄漏。
機械密封經常性泄漏原因
機械密封經常性泄漏的原因有很多方面:
一是由于密封端面缺陷引起的經常性泄漏;
二是輔助密封圈引起的經常性泄漏;
三是彈簧缺陷引起的泄漏;
其它還包括轉子振動引起的泄漏,傳動、緊定和止推零件質量不好或松動引起泄漏,機械密封輔助機構引起的泄漏,由于介質的問題引起的經常性泄漏等。
減少機械密封泄漏的途徑
裝配時要干凈光潔。機械密封的零部件、工器具、潤滑油、揩拭材料要十分干凈。動靜環的密封端面要用柔軟的紗布揩拭。
修整倒角倒圓。軸、密封端蓋等倒角要修整光滑,軸和端蓋的有關圓角要砂光擦亮。
裝配輔助密封圈時,橡膠輔助密封圈不能用汽油、煤油浸泡洗滌,以免脹大變形,過早老化。
動靜環組裝完后,用手按動補償環,檢查是否到位,是否靈活;彈性開口環是否定位可靠。動環安裝后,必須保證它在軸上軸向移動靈活。
機械密封振動偏大及處理方法
故障原因及現象
機械密封如果振動偏大,最終將導致密封失效。但是導致機械密封振動偏大的原因并不都是機械密封自身的原因,反應釜的其它零部件也是產生振動的根源,如軸設計不合理、加工的原因、軸承精度不夠、聯軸器的平行度差、徑向力大等原因。
故障處理方法
在安裝軸、密封腔體、機械密封件本身時應將其清洗干凈,防止雜質進入密封安裝部位。并合理地設計軸向力的平衡裝置,使安裝機械密封件的設備轉子軸向竄動量≤0.3mm,消除軸向竄量。
反應釜機械密封選型方法及原則
機械密封按工作條件和介質性質的不同,有耐高溫、耐低溫機械密封,耐高壓、耐腐蝕機械密封,耐顆粒介質機械密封和適應易汽化的輕質烴介質的機械密封等,應根據不同的用處選取不同結構型式和材料的機械密封。
選型的主要參數
密封腔體壓力(MPA)
流體溫度(℃)
工作速度(M/S)
流體的特性
安裝密封的有效空間等。
選型的基本原則
根據密封腔體壓力,確定密封結構采用平衡型或非平衡型,單端面或雙端面等。
根據工作速度,確定采用旋轉式或靜止式,流體動壓式或非接觸型。
根據溫度及流體性質,確定摩擦副和輔助密封材料,以及正確選擇潤滑、沖洗、保溫、冷卻等機械密封循環保護系統等。
根據安裝密封的有效空間,確定采用多彈簧或單彈簧或波形彈簧,內裝式或外裝式。
在機械密封的設計和選型中,要充分考慮它的應用條件,選用合適的密封結構和零部件材料,防止因設計不當引起的密封失效。
反應釜機械密封日常維護、保養
在此,電熱匯提醒您機械密封冷卻液每班檢查一次,數量不夠時加冷卻液至油盤高度2/3左右,冷卻液每月更換一次。并做好相應記錄。
在此,電熱匯再次提醒您每天在開機前檢查機械密封緊箍圈螺絲有無松動,動靜環壓緊程度、壓緊環與彈簧座之間的彈簧是否有歪曲,跳出現象,如有應及時調整,并做好相應記錄。